Węglan sodu (nazwy zwyczajowe: soda, soda kalcynowana
Na
2
C
O
3)
nieorganiczny
związek chemiczny
,
sól
kwasu węglowego
i sodu.
W temperaturze pokojowej jest to biała,
higroskopijna
substancja, która
topi
się w temperaturze 852°C i dobrze rozpuszcza się w wodzie. Z roztworu krystalizuje w postaci dużych bezbarwnych kryształów, wietrzejących na powietrzu.
W przyrodzie związek ten występuje w stanie naturalnym tzw. jeziorach sodowych oraz w popiele roślin morskich. Stanowi też ważny składnik wielu
minerałów
.
Stosuje się go do wyrobu
szkła
oraz
papieru
. Wykorzystuje się go również w produkcji
mydła
i środków piorących. Jest stosowany do
zmiękczania
wody.
Otrzymywanie
Dawniej węglan sodu otrzymywano metodą Leblanca, działając na
sól kamienną
kwasem siarkowym
, otrzymując
siarczan sodu
, który następnie
prażono
z węglem i
kamieniem wapiennym
. Otrzymywany
roztwór
ługowano
wodą otrzymując roztwór sody.
2NaCl + H2SO4 → Na2SO4 + 2HCl
Na2SO4 + 2C + CaCO3 → Na2CO3 + CaS + 2CO2
Ze względu jednak na zbyt duże zużycie energii, proces ten został zastąpiony metodą
Solvaya
, gdzie surowcami głównymi są węglan wapnia, sól kamienna.
- dekarboksylacja kwasów lub soli kwasów:
H3C-COONa + NaOH → CH4 + Na2CO3
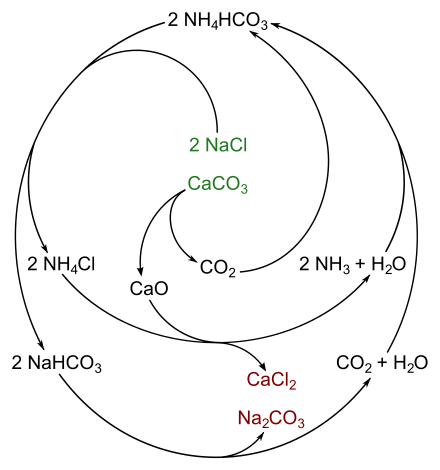
Metoda Solvaya
Wytwarzanie węglanu sodu metodą Solvaya
Metoda Solvaya otrzymywania węglanu sodu polega na wykorzystaniu następujących reakcji:
- CaCO3 → CaO + CO2
- 2NaCl + 2NH3 + 2CO2 + 2H2O → 2NaHCO3 + 2NH4Cl
- 2NaHCO3 → Na2CO3 + CO2 + H2O - (
kalcynacja
)
- 2NH4Cl + CaO → 2NH3 + H2O + CaCl2
co sumarycznie daje:
- CaCO3 + 2NaCl → Na2CO3 + CaCl2
Z reakcji sumarycznej wynika, że surowcami są
węglan wapnia
i
sól kamienna
(chlorek sodu),
amoniak
jest surowcem pomocniczym,
koks
używany jako paliwo do wypalania
wapna palonego
z
wapienia
. Natomiast w procesie Leblanca surowcem głównym jest
węgiel
.
Proces wytwarzania sody amoniakalnej składa się z następujących głównych procesów i operacji:
- przygotowanie roztworów soli
- nasycanie solanki amoniakiem w celu otrzymania solanki amoniakalnej
- wypalanie wapna z
kamienia wapiennego
z jednoczesnym wytworzeniem gazów zawierających
CO2
- nasycanie solanki amoniakalnej CO2 (
karbonizacja
)
- oddzielenie
kryształów
NaHCO3 od
ługu
macierzystego
- suszenie wilgotnego NaHCO3 i jego rozkład termiczny (kalcynacja)
- regeneracja NH3 z ługów macierzystych przez zmieszanie z
mlekiem wapiennym
i
ogrzewanie
.
Przygotowanie solanki
Stosuje się solanki naturalne, które dosyca się solą w razie potrzeby. Najczęściej używa się solanek wytworzonych przez
ługowanie
wodą
pokładów soli. Solanki takie mają zanieczyszczenia w postaci soli
Mg
,
Ca
,
K
, itp. Aby oddzielić zanieczyszczenia solankę poddaje się procesowi analogicznemu do chemicznej metody zmiękczania wody. Strącające się osady CaCO3 i Mg(OH)2 oddziela się w
odstojnikach
.
Nasycenie solanki amoniakiem
NH3 bardzo dobrze
rozpuszcza
się w
solance
ze znacznym
efektem cieplnym
. W miarę wzrostu
stężenia
amoniaku wzrasta
objętość
solanki. Ponieważ
rozpuszczalność
soli w
wodzie amoniakalnej
maleje, to aby nie dopuścić do wytrącenia kryształów stosuje się solankę nie całkowicie wysyconą (około 310
g
NaCl na 1
l
). Do nasycania solanki NH3 stosuje się wysokie wieże absorpcyjne wypełnione koksem lub kolumny półkowe.
Wypalanie wapna
Wapno palone
otrzymuje się w taki sam sposób jak przy produkcji materiałów wiążących.
Wysycanie solanki amoniakalnej za pomocą CO2 (karbonizacja)
Solanka amoniakalna zawierająca pewną ilość CO2 w stanie związanym jest nasycana CO2 w kolumnach karbonizacyjnych w przeciwprądzie. Kolumny karbonizacyjne mają budowę półkową. W dolnej części półki przedzielone są
chłodnicami
rurkowymi. Średnica kolumny 1,8-2,8
metra
a wysokość do 30 metrów. Z powodu osadzania się kryształów NaHCO3 po kilkudziesięciu godzinach pracy kolumna karbonizacyjna zarasta i trzeba przerywać jej pracę aby ją oczyścić. Z tego powodu kolumny karbonizacyjne łączy się w baterie 4-7 sztuk i kolejno poddaje płukaniu polegającym na przepuszczaniu przez nie całej ilości solanki, którą następnie kieruje się do pozostałych kolumn.
Jednocześnie dla polepszenia efektu płukania wprowadza się do kolumny pewną ilość gazu z pieców wapiennych, dzięki czemu w kolumnie płukanej następuje wstępna karbonizacja solanki. Gazy zawierające CO2 pochodzą z dwóch źródeł: z wypalania wapna około 40% i rozkładu NaHCO3 60%. Gazy uboższe w CO2 wprowadza się w połowie wysokości kolumny, a gazy bardziej stężone wprowadza się od dołu kolumny. Ciśnienie słupa cieczy u dołu kolumny wynosi 0,3 M
Pa
, wpływa to korzystnie na proces karbonizacji.
Oddzielanie kryształów NaHCO3 od ługu macierzystego
Z kolumn karbonizacyjnych wypływa zawiesina kryształów NaHCO3 w ługu macierzystym (tzw. mleczko bikarbonatowe). Oddzielenie kryształów od cieczy odbywa się za pomocą
filtracji
na filtrach obrotowych lub przez odwirowanie w wirówkach o działaniu ciągłym.
Kalcynowanie NaHCO3
Aby otrzymać sodę bezwodną osad NaHCO3 należy
osuszyć
a następnie poddać termicznemu rozkładowi
- 2NaHCO3 → Na2CO3 + CO2 + H2O
Proces suszenia i kalcynacji prowadzi się metodą ciągłą w obrotowych suszarniach bębnowych, suszarnia ogrzewana jest parą wodną lub rzadziej spalinami. Bęben stalowy o średnicy 2,5 m i długości do 25 m. Ponieważ gazy pokalcynacyjne zawracane są do procesu produkcyjnego to ogrzewanie suszarki (kalcynatora) odbywa się przeponowo. Wilgotny NaHCO3 ma tendencję do przywierania do rur grzewczych, aby zapobiec temu zjawisku obniża się jego wilgotność, zawracając część wysuszonego produktu i mieszając go z wilgotnym NaHCO3 przed wejściem do kalcynatora.
Regeneracja amoniaku
W ługach macierzystych po karbonizacji NH3 znajduje się w postaci następujących związków:
- NH3 (aq)
- (NH4)2CO3 i NH4HCO3
- NH4Cl
Związki te różnią się trwałością. Z amoniakalnego roztworu (NH4)2CO3 i NH4HCO3 amoniak można odzyskać przez ogrzewanie roztworu do temperatury około 70°C, NH4Cl rozkłada się pod działaniem Ca(OH)2. Obie te operacje prowadzi się w instalacji do regeneracji amoniaku. Instalacja ta składa się z aparatów do sporządzania mleka wapiennego, wymienników ciepła, kolumn odpędowych.
Ług macierzysty razem z popłuczynami z filtrów ogrzewa się do temperatury około 65°C i wprowadza do górnej części kolumny odpędowej. W tym momencie następuje odpędzenie amoniaku z lotnych związków amonowych. Następnie gorącą ciecz miesza się z mlekiem wapiennym w osobnym mieszalniku i wprowadza do dolnej części kolumny odpędowej a odprowadza się roztwór odpadkowy. Gazy zawierające NH3 i CO2 po ochłodzeniu kieruje się do
absorpcji
w solance. W ten sposób zamyka się obieg amoniaku. Straty amoniaku pokrywa się przez wprowadzenie stężonej wody amoniakalnej do kolumny odpędowej.
Wykorzystywanie odpadów stałych i ścieków z produkcji sody amoniakalnej
Gorąca ciecz odpływająca z kolumn odpędowych kierowana jest do wielkich osadników ziemnych, w których następuje osadzanie się zawiesin, a klarowny roztwór soli odprowadza się do zbiorników wodnych. Ciecz z kolumn odpędowych ma następujący skład (kg\m³):
- NaCl - 56
- CaCl2 - 112
- Ca(OH)2, CaCO3, CaSO4, SiO2 - 21
Do osadników ziemnych kieruje się osady z oczyszczania solanki i osad CaCO3 z kaustyfikacji sody i ewentualnie inne odpady. Osadniki te noszą nazwę "białych mórz". Białe morza stanowią poważny problem ekologiczny. Dlatego też podjęto próby utylizacji osadów z osadników. Przerabia się je na wapno nawozowe lub stosuje się jako surowiec w przemyśle cementowym. Na 1
T
sody amoniakalnej zużywa się:
- NaCl (w postaci solanki) 1525-1555
kg
- CaCO3 (w postaci wapniaka) 1206-1370 kg
oraz jako materiały pomocnicze:
- koks do wypalania wapna 98-105 kg
- węgiel do kalcynacji NaHCO3 120-140 kg
- woda amoniakalna 4-8 kg
Przypisy